La qualità del legname segato dipende dalle proprietà del legname tondo, più precisamente dalla presenza di difetti in esse.

La qualità del legname segato dipende dai segni di legname rotondo, cioè dalla presenza di difetti in essi.
La documentazione normativa sui difetti ha più di 80, ma il grado dei materiali è determinato solo da 10 tipi di difetti (segni).
Pertanto, prima di comprendere la cernita del legname segato, è necessario capire quali segni di tondame influenzano questo processo.
A proposito di varietà di legno tondo e legname
Inizialmente, il legname tondo, a seconda del tipo di legno, è diviso in due gruppi: conifere e decidue. Il prossimo passo è la divisione in spessore. Per entrambi i gruppi di legno di spessore ci sono tre tipi: piccolo, medio e grande.
In base al tipo di lavorazione, il legname rotondo è diviso in quattro gruppi. Può essere:
- Utilizzare in una forma rotonda.
- Trasforma in polpa di legno o ricicla alla cellulosa.
- Trasforma in impiallacciatura pelando o planando.
- Trasformati in legname.
Il legname è diviso in quattro gradi:

Figura 1. Schema di taglio delle fruste.
- 1 grado si ottiene dal calcio del tronco, in cui non ci sono praticamente nodi;
- 2 grado si ottiene dal calcio e dalla parte centrale, avendo un piccolo numero di nodi;
- 3 e 4 possono essere ottenuti da qualsiasi parte del registro;
- il grado più alto e selezionato viene evidenziato in una categoria separata.
L'ordinamento nel processo di smistamento del legname segato è determinato da:
- per una tavola - dal lato o bordo peggiore;
- per un bar o un bar - dal lato peggiore.
Da quale parte del segato si frusta quale tipo di legname può essere ottenuto, è chiaro dall'immagine 1.
I segni principali del grado sono i seguenti:
- nodi;
- colorazione e marciume dei funghi;
- colorazione chimica;
- tracce lasciate dagli insetti;
- cracking e deformazione;
- conseguenze della distruzione della forma del tronco;
- difetti della struttura in legno;
- ferite;
- depositi di legno naturali (normali);
- difetti di trattamento e danni dovuti alla spedizione.
Nel processo di smistamento del legname, di conseguenza, ogni grado deve soddisfare requisiti specifici per l'assenza di difetti. Indichiamo solo i requisiti per nodi e crepe.

Tabella delle varietà di legno grezzo e legno di fusto.
Varietà selezionata. Non sono ammessi difetti, tranne i nodi. I nodi possono essere non più di 2 per 1 m di lunghezza. Ai bordi delle tavole sono ammesse parti di un nodo, la cui dimensione non supera il 20% del suo diametro.
- 1 ° grado. Non dovrebbero esserci nodi con un diametro superiore a 10 mm, nodi che possono cadere in qualsiasi momento e depressioni lasciate dai nodi già caduti. La lunghezza totale delle fessure (non attraverso) non deve superare un quarto della lunghezza del materiale.
- 2 grado. Non ci devono essere nodi cadenti e nodi sani il cui diametro superi i 20 mm. La lunghezza totale delle fessure (non attraverso) non deve superare un terzo della lunghezza del materiale.
- 3 grado. Quasi tutti i difetti sono ammessi.
- 4 gradi. I morsi sono determinati non per un prodotto specifico, ma per 1 m 3 materiale.
Automazione del processo di taglio
Prima di considerare il processo di smistamento, è consigliabile stabilire la propria posizione nella catena del sistema di controllo automatizzato (ACS) della lavorazione del legno in azienda, ovvero il movimento del registro dall'entrare nel impresa ai prodotti finiti. Questo è come appare questa sequenza.

Lo schema di taglio del tronco d'albero.
- Il materiale in entrata (log) viene registrato. Questo può essere fatto manualmente o usando una linea di accettazione automatica.
- Rifilatura e segatura, ad esempio, su tavole.
- Schede di ordinamento raw che utilizzano una linea locale.
- Invio di schede a macchine speciali, che formano una pila, che va oltre il negozio di essiccazione.
- Asciugatura delle tavole e il loro movimento in pile all'interno dell'essiccatoio.
- Invio delle schede alla linea di selezione a secco.
Successivamente, i pacchetti vengono formati in base ai risultati di ordinamento.
Si scopre che la distribuzione del legname per grado inizia dopo aver segato un tronco, cioè, dallo stesso legname rotondo, è possibile ottenere un materiale di qualità diverso che la linea di selezione a secco esegue. Nella catena di elaborazione, la linea di selezione si trova dopo l'essiccazione.
Tale posizione del sottosistema di smistamento del legname locale nella catena di processo dell'ACS consente di rilevare i nodi che cadono dopo l'essiccazione e identificare chiaramente altri difetti.
Automazione del processo di smistamento del legname
Nel processo di creazione di una tavola, lo smistamento viene eseguito due volte: prima e dopo l'essiccazione.
Quando si prepara per l'asciugatura, si esegue il taglio parziale delle tavole per eliminare i difetti alle estremità.Le schede sono ordinate per legno e dimensioni trasversali. Dopo l'essiccazione, vengono ordinati per qualità e all'ultimo stadio si dividono per lunghezza.
La divisione per dimensione delle sezioni trasversali è necessaria per la formazione di sacchetti di asciugatura uniformi, che selezionano la modalità appropriata e la durata dell'essiccazione. Lo spessore e la larghezza sono misurati ovunque sul tabellone, ma non più vicino di 150 mm dalle sue estremità. Per le tavole di bassa qualità, i pacchetti possono essere formati solo in base al loro spessore.

Schema di essiccazione del legname.
A questo punto, l'operatore di linea, dopo aver ricevuto dati sulle dimensioni, invia il prodotto all'unità appropriata, in cui viene creato un numero predeterminato di questi, dopo di che l'azionamento viene aperto e il materiale viene trasportato all'officina di asciugatura. Nel negozio si formano sacchetti per l'asciugatura.
Il legname che divide per qualità può essere eseguito dal controller quando le tavole si trovano sulle tavole per mitra nel segheria. Tuttavia, sui tavoli più di 7-8 schede al minuto, il controller non sarà in grado di ordinare.
La divisione principale viene eseguita su trasportatori di trasporto. Il controllo viene eseguito da diversi supervisori dei lavoratori. Sono disposti in serie lungo il trasportatore e cambiano manualmente la direzione di movimento delle schede sul drive corrispondente.
Un tale metodo non è solo automatico, ma non può essere definito automatico.
È possibile parlare di automazione dei processi se la scheda ruota la scheda in modo che l'operatore abbia l'opportunità di ispezionare la scheda da tutti i lati e, dopo aver deciso quale tipo di inclusione, inviarla all'unità appropriata. Per fare questo, ci sono cancelli sul trasportatore, che controlla.
L'operatore può, a sua discrezione, modificare il grado della scacchiera. A volte capita che, tenendo conto dell'intera lunghezza del tabellone corrisponde alla 3a classe. Ma esiste una sezione di lunghezza sufficiente in cui il numero di difetti soddisfa i requisiti di una classe superiore.
È chiaro che questo metodo di divisione per varietà è inefficace ed è adatto solo per le industrie con un piccolo volume di prodotti. Per le grandi segherie, è economico creare linee automatiche.
Non hai trovato la risposta nell'articolo? Maggiori informazioni sull'argomento:
-
Mauerlat: come calcolare le sue dimensioni?
Mauerlat: dimensioni costruttive. In quali casi non è necessario calcolare la dimensione del mauerlat? Specificità del funzionamento della piastra di potenza. Due tipi di reggette principali della cintura superiore delle pareti.
Ricerca
articoli Correlati
Mucchi di viti: pro e contro, caratteristiche, dispositivo

La fondazione della casa è uno degli elementi più complessi e costosi della sua costruzione. Allo stesso tempo, il processo della sua creazione è molto lungo - nella maggior parte dei casi è la fase...
Come collegare una lavatrice con le tue mani

Senza l'uso di moderni apparecchi elettrici, è estremamente difficile garantire un soggiorno confortevole e accogliente. Per questo motivo, condizionatori d'aria, lavastoviglie, convettori e altri a...
Come aumentare la pressione nell'approvvigionamento idrico

Uno dei problemi pressanti dei proprietari di case di campagna o appartamenti situati ai piani superiori è la pressione nel sistema idraulico. La mancanza di pressione porta al fatto che un flusso d...
attaccamento a un blocco di silicato con forcine e una sostanza chimica
La struttura che trasporta la pressione del tetto principale è chiamata la piastra di potenza. Lo scopo principale del mauerlat è di distribuire uniformemente i vari carichi che le pareti portanti...
Braciere da un mattone con le proprie mani + foto, schemi
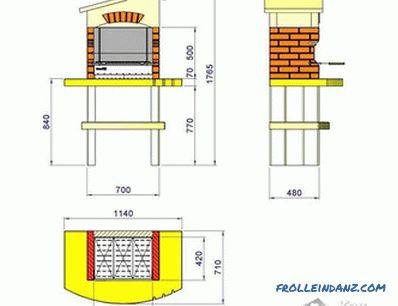
Il braciere in mattoni è un attributo necessario di una casa di campagna, su di esso è possibile preparare gustosi cibi sani con un fumo profumato. Cosa posso dire! Anche il più comune piatto di car...